
Yiwu Yaobai bag Co., LTD
<News
In today’s fast-paced consumer market, packaging is more than just a container for products—it’s a critical component of brand identity, product protection, and customer experience. As industries evolve, so do the materials that safeguard goods from factory to shelf. Among the most widely adopted solutions are PVC and PE heat shrink films. These materials have become indispensable in modern packaging due to their versatility, durability, and aesthetic appeal.
From securing beverages in multipacks to wrapping fresh produce or protecting delicate electronics, heat shrink films offer a seamless blend of functionality and presentation. But what makes PVC and PE such preferred choices? Let’s dive into the mechanics, benefits, and real-world applications that make these materials stand out in the packaging world.
At the core of heat shrink technology lies a simple yet effective principle: controlled thermal response. When exposed to heat, the polymer structure of the film softens and contracts, conforming tightly around the product it encases. PVC (Polyvinyl Chloride) and PE (Polyethylene) are two thermoplastic materials that respond differently to heat, each offering unique characteristics that suit various packaging needs.
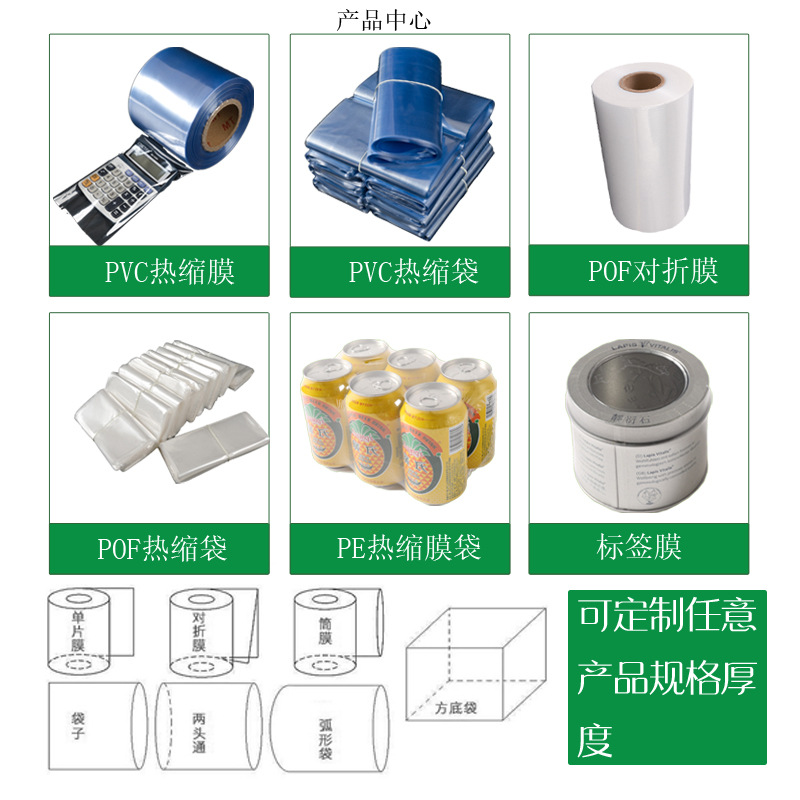
PVC films are known for their high clarity and excellent shrink ratios, making them ideal for applications where visual appeal is key. PE films, on the other hand, offer superior toughness and flexibility, making them a go-to choice for heavy or irregularly shaped items. Understanding the behavior of these materials under heat allows manufacturers to tailor packaging solutions that align with specific product requirements and environmental conditions.
Durability is a non-negotiable factor in packaging, especially for products that endure long journeys across distribution networks. Both PVC and PE heat shrink films excel in resisting tears, punctures, and compression forces, ensuring that contents remain intact throughout handling, transportation, and storage.
One compelling example is a leading food brand that reported a significant reduction in product damage after switching to PE heat shrink wrap. The material’s ability to absorb shocks and resist moisture intrusion proved vital in maintaining freshness and minimizing waste. Similarly, PVC films have been praised for their structural rigidity, which helps maintain product shape and presentation, especially in retail environments where aesthetics play a key role in consumer decision-making.
Heat shrink films serve as a formidable barrier against external threats such as moisture, dust, and temperature fluctuations. This protective quality is especially crucial in industries like pharmaceuticals, electronics, and food processing, where contamination or degradation can have serious consequences.
In high-humidity environments, PE films demonstrate remarkable resilience, preventing condensation from compromising product integrity. PVC films, with their low permeability, act as a safeguard against oxygen and UV exposure, extending shelf life and preserving product quality. Whether it’s a bottle of wine needing airtight protection or a medical device requiring sterile packaging, these films deliver consistent, reliable performance.
Modern consumers are drawn to packaging that not only protects but also tells a story. PVC and PE films offer a high degree of transparency and form-fitting properties that allow products to be showcased in their best light. Their ability to conform closely to product contours enhances visual appeal, making items stand out on crowded shelves.
Moreover, these films support high-quality printing and can be engineered with multi-layer structures to incorporate branding elements directly into the wrap. From vibrant promotional sleeves to tamper-evident seals, heat shrink films offer endless possibilities for creative packaging that reinforces brand identity and builds consumer trust.
When compared to traditional packaging methods such as corrugated boxes or blister packs, PVC and PE heat shrink films offer a more economical and resource-efficient alternative. They require less material to achieve the same or better protection, reducing overall packaging waste and lowering transportation costs due to lighter weight.
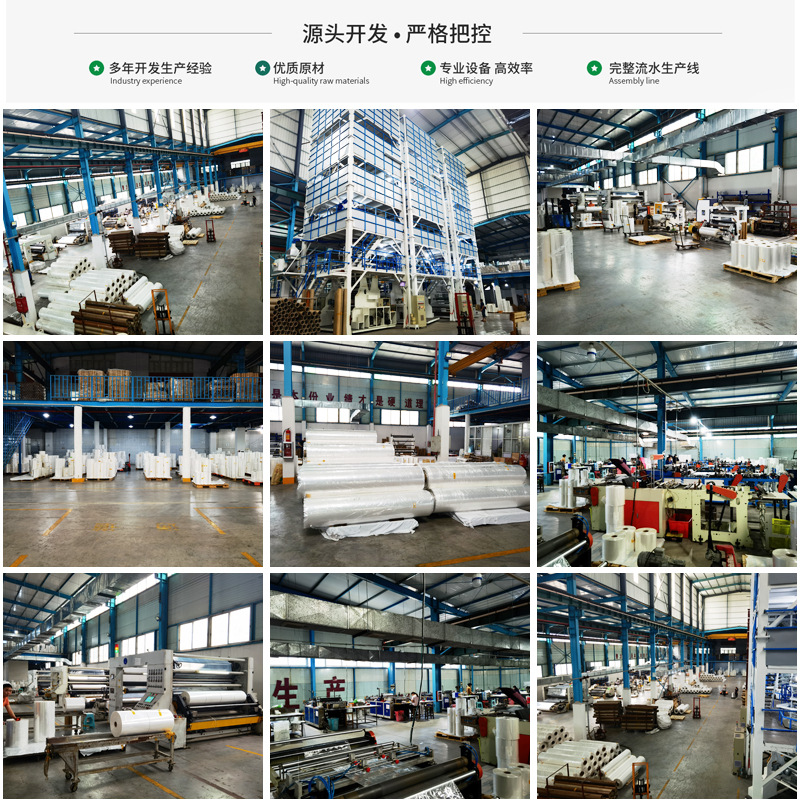
Automation compatibility further enhances their cost-efficiency. Many packaging lines now integrate heat tunnel systems that streamline the shrink process, minimizing labor input and increasing throughput. For businesses looking to optimize operational expenses without compromising quality, these films present a compelling value proposition.
As sustainability becomes a top priority for brands and consumers alike, the recyclability of packaging materials is under increasing scrutiny. While PE films are more readily recyclable and often accepted in municipal recycling programs, PVC faces challenges due to its chlorine content and potential for toxic emissions during incineration.
However, industry advancements are paving the way for more eco-friendly practices. Innovations such as bio-based PE and PVC alternatives with reduced environmental impact are gaining traction. Additionally, closed-loop recycling systems and improved waste sorting technologies are helping to bridge the gap between performance and sustainability. Brands are now tasked with balancing functionality with environmental responsibility when choosing packaging materials.
The adaptability of PVC and PE heat shrink films makes them suitable for a wide array of applications. In the fast-moving consumer goods (FMCG) sector, they are used to bundle products together for promotions or multipacks. Beverage manufacturers rely on PE films to secure bottles and cans, while the medical industry utilizes PVC films for sterile, single-use packaging.
Even in niche markets such as gift sets and seasonal promotions, these films offer an elegant and efficient solution. Their ability to encapsulate diverse shapes and sizes makes them a versatile tool for marketers aiming to create memorable unboxing experiences without compromising on protection.
Ultimately, the decision between PVC and PE depends on the specific demands of the application. For high-visibility retail packaging where clarity and shrink force are critical, PVC is often the preferred choice. However, when durability, flexibility, and environmental considerations come into play, PE may offer a more balanced solution.
Emerging technologies in polymer science are also influencing this decision. Enhanced formulations of both materials are being developed to offer improved shrink characteristics, better recyclability, and even biodegradability. As the packaging landscape continues to evolve, so too will the materials that support it.
As we look to the future, the packaging industry is poised for a wave of innovation. Smart packaging with integrated sensors, fully biodegradable shrink films, and AI-driven packaging automation are just a few of the trends shaping the next generation of heat seal solutions.
Brands that embrace these advancements early will not only enhance their operational efficiency but also position themselves as leaders in sustainability and customer experience. By leveraging the strengths of PVC and PE heat shrink films today, while staying attuned to emerging technologies, companies can future-proof their packaging strategies and stay ahead of the competition.