
Yiwu Yaobai bag Co., LTD
<News
In today’s fast-paced consumer market, packaging is more than just a container for products—it’s a powerful branding tool and a crucial element of supply chain efficiency. Among the many innovations shaping modern packaging solutions, heat shrink films have emerged as a silent hero, offering unmatched protection, versatility, and aesthetic appeal. Whether you're safeguarding industrial equipment, enhancing product visibility on store shelves, or ensuring the freshness of food and pharmaceuticals, choosing the right heat shrink film can make all the difference.
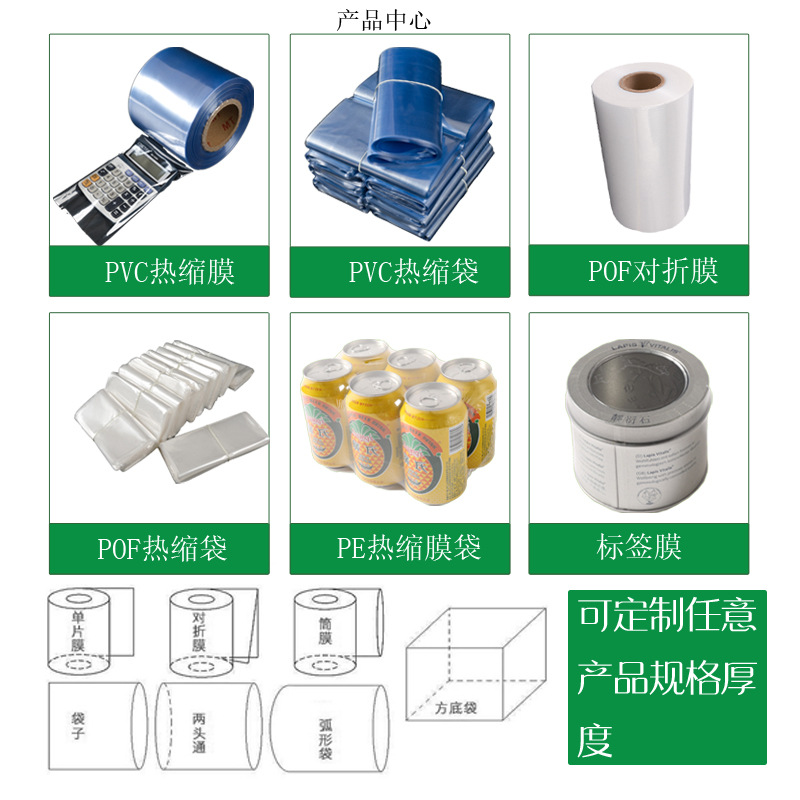
Polyvinyl Chloride (PVC) heat shrink films have long been the go-to choice for industries that prioritize visual presentation and branding impact. Its clarity, shrinkability, and ability to conform tightly to complex shapes make it ideal for packaging products such as beverages, cosmetics, and personal care items. The snug fit not only enhances shelf appeal but also helps prevent tampering and damage during transport.
However, with growing environmental concerns, the use of PVC is being reevaluated in some markets. While it remains a top performer in terms of aesthetics and cost-effectiveness, many manufacturers are exploring recyclable and biodegradable alternatives. Despite this, PVC continues to be a dominant player in shrink packaging due to its proven performance and wide availability.
For industries that deal with heavy machinery, automotive parts, or goods requiring long-distance transportation, polyethylene (PE) heat shrink films offer unparalleled strength and durability. Known for their high puncture and tear resistance, PE films provide a protective barrier against moisture, dust, and UV exposure—making them ideal for outdoor and industrial applications.
One of the key advantages of PE shrink film is its versatility in thickness options. Whether you're bundling large crates or wrapping delicate equipment, selecting the appropriate gauge ensures optimal protection without unnecessary material waste. Its ease of application and compatibility with automated packaging lines further enhance its appeal in logistics and manufacturing environments.
In the food and pharmaceutical sectors, maintaining product integrity is non-negotiable. Heat seal films play a critical role in ensuring that contents remain uncontaminated and secure throughout the supply chain. These films are engineered to bond tightly when exposed to heat, creating airtight seals that preserve freshness and prevent spoilage.
Modern production lines rely heavily on heat seal films for their compatibility with high-speed packaging equipment. Their ability to withstand temperature fluctuations while maintaining seal integrity makes them indispensable in sterile environments such as medical packaging and food processing. Striking the right balance between sealing strength and peelability is essential for both safety and consumer convenience.
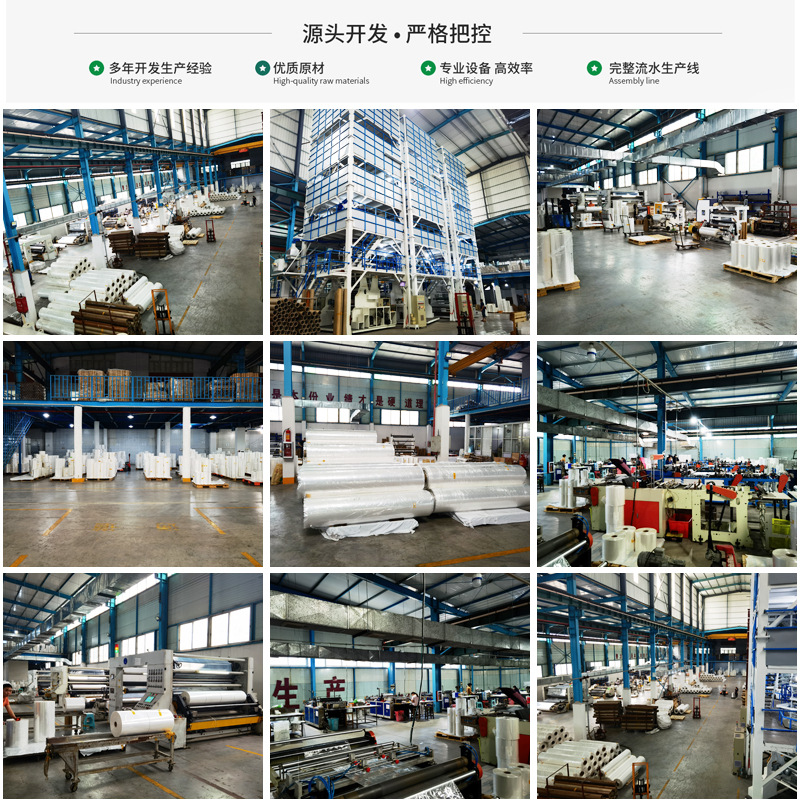
The effectiveness of any heat shrink film begins with its manufacturing process. High-quality films are the result of precise material selection, advanced extrusion techniques, and rigorous quality control. Choosing a manufacturer with in-house R&D capabilities ensures that the films are tailored to meet specific industry requirements, from high-clarity finishes to enhanced tensile strength.
Customization is another critical factor. Whether it's adjusting film thickness, incorporating anti-static properties, or printing branding elements directly onto the shrink wrap, a reliable supplier can deliver tailored solutions that align with your packaging goals. This level of adaptability is especially valuable for businesses looking to stand out in competitive markets while maintaining operational efficiency.
As global awareness of environmental impact grows, the packaging industry is under increasing pressure to adopt sustainable practices. Regulatory changes and consumer demand are driving the development of recyclable and bio-based shrink films that offer the same performance as traditional materials. Innovations such as plant-based polymers and post-consumer recycled content are paving the way for greener packaging alternatives.
For companies aiming to reduce their carbon footprint without compromising on protection or presentation, transitioning to eco-friendly shrink films is a strategic move. Many manufacturers now offer films that are not only recyclable but also lightweight, reducing shipping emissions and material usage. The future of heat shrink packaging lies in combining performance with sustainability to meet the evolving needs of both businesses and consumers.
A leading beverage brand leveraged PVC shrink films to create vibrant, eye-catching labels that significantly boosted shelf visibility and consumer engagement. By using high-clarity PVC with full-color printing, the brand was able to differentiate itself in a crowded market while ensuring product safety and tamper resistance.
In another example, a manufacturer of industrial machinery used PE shrink films to protect large equipment during international shipping. The robust PE wrapping prevented moisture ingress and physical damage, resulting in zero transport-related incidents over a 12-month period.
Finally, a pharmaceutical company implemented advanced heat seal films to enhance the shelf life and safety of its products. The films' high barrier properties and secure sealing ensured that medications remained uncontaminated and effective, meeting stringent regulatory standards across multiple markets.
With so many options available, selecting the ideal heat shrink film depends on a range of factors including product type, transportation conditions, and branding goals. PVC is ideal for retail-focused packaging that demands visual appeal, PE is the best choice for rugged, industrial applications, and heat seal films are essential for industries requiring high levels of hygiene and safety.
When evaluating suppliers, consider not only the product specifications but also the manufacturer’s commitment to quality, innovation, and sustainability. Investing in premium heat shrink films can lead to long-term cost savings, reduced waste, and improved customer satisfaction. As packaging technology continues to evolve, staying informed about the latest materials and trends will help you make smarter, more strategic choices for your business.
Ready to elevate your packaging strategy? Explore our range of high-performance heat shrink films designed to meet the demands of modern industry and commerce. Whether you're looking for PVC, PE, or heat seal solutions, we offer tailored options that combine durability, aesthetics, and environmental responsibility.